Skip to content
Skip to content 
Tired of costly PCB respins? Late-stage design flaws can derail your project. A robust pre-release checklist, integrated throughout the design cycle, is key to success.
Before releasing a PCB design, it's essential to verify schematic accuracy, perform thorough Design Rule Checks (DRC), ensure Design for Manufacturability (DFM), check Bill of Materials (BOM) integrity, and prepare comprehensive documentation. Integrating these checks early and often, not just at the end, is crucial for success.

Ensuring a smooth transition from design to manufacturing is something I've learned is absolutely critical over my nearly 20 years as a hardware engineer. It’s not just about ticking boxes on a final checklist; it’s about embedding quality and foresight into every step of the process. This "shift-left" mentality, focusing on Design for Excellence (DFX) principles from the very beginning, can save enormous amounts of time and money. Let's explore how to make your PCB release process more robust and less prone to those dreaded late-stage errors.
How to verify PCB design?
Unsure if your PCB design is truly ready? Hidden errors can cause major headaches later. Systematic verification, performed iteratively, builds confidence and prevents costly failures down the line.
To verify a PCB design, you should perform schematic-to-layout netlist comparisons, Electrical Rule Checks (ERC), component footprint validation, manual inspection of critical signals, and simulations for signal and power integrity. Early and continuous verification is always the best approach.

In my experience, verifying a PCB design isn't a single event but a continuous process. It starts the moment you lay down your first component.
Schematic-to-Layout Consistency
The first and most fundamental check is ensuring your PCB layout accurately reflects your schematic. Modern EDA tools like Altium Designer or Cadence Allegro automate this with a Netlist Comparison. This process flags any discrepancies, such as missing connections or incorrect pin mappings between the schematic symbols and their corresponding footprints. I always run this check frequently, especially after making significant changes to either the schematic or the layout.
Electrical Rule Checks (ERC)1
While the schematic-to-layout check verifies connectivity, Electrical Rule Checks (ERC) look for logical errors within the schematic itself. Common ERCs include:
- Unconnected pins on components.
- Multiple net names assigned to the same wire.
- Output pins connected together.
- Missing power or ground connections to ICs.
Most EDA tools allow customization of ERC rules, and I recommend setting these up to be quite stringent early on.
Component Footprint Verification
This is a big one. Incorrect footprints are a common source of prototype failures. I always double-check that every component footprint matches the manufacturer's datasheet dimensions and recommended land patterns. Adhering to standards like IPC-7351B (Generic Requirements for Surface Mount Design and Land Pattern Standard)2 provides a solid baseline for footprint accuracy and solderability. For critical or unusual components, I often print the footprint at 1:1 scale and physically place the component on it.
Manual Inspection and Simulations
Automated tools are powerful, but they don't catch everything. I always perform a manual review, especially for:
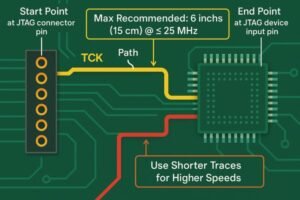
- High-speed signal paths: Checking for controlled impedance, proper termination, and minimal stubs.
- Differential pairs: Ensuring matched lengths and symmetrical routing.
- Sensitive analog circuits: Looking for proper grounding, shielding, and separation from noisy digital signals.
- Power delivery networks (PDN): Ensuring adequate trace widths and decoupling capacitor placement.
Furthermore, Signal Integrity (SI) and Power Integrity (PI) simulations are indispensable. These aren't just final checks; I integrate them throughout the design process. Early simulations help identify potential issues like reflections, crosstalk, or excessive voltage drop before they become deeply embedded in the layout, aligning with the "shift-left" DFX strategy.
What is design rule checking in PCB?
Worried about manufacturability issues impacting your schedule? Design rules are your first line of defense. Ignoring them, or not setting them up correctly, almost always leads to production problems and frustrating delays.
Design Rule Checking (DRC) in PCB design is an automated process where the EDA software verifies if the physical layout of the board meets predefined manufacturing constraints. These rules cover aspects like spacing, trace widths, via parameters, and other physical features to ensure the board can actually be produced.

Design Rule Checking, or DRC, is a cornerstone of Design for Manufacturability (DFM). Think of it as an automated expert looking over your shoulder, flagging potential physical problems before your design ever reaches the fabrication house.
The Purpose of DRC3
The primary goal of DRC is to ensure your PCB layout can be reliably manufactured, assembled, and tested with a good yield. Every PCB manufacturer has a set of capabilities and limitations – things like the smallest trace they can etch, the tightest spacing they can achieve between features, and the smallest drill hole size. Your design must conform to these rules. If it doesn't, you risk boards that are shorted, open, or simply impossible to build. As a hardware technical leader on projects like the Tuxedo Keypad at Honeywell, getting DFM4 right from the start, including meticulous DRC setup, was critical for large-scale production.
Key DRC Categories
DRC encompasses a wide range of checks. Here's a summary of some critical categories:
| DRC Category | Description | Typical Standard Value (General) | IPC Reference (Example) |
|---|---|---|---|
| Clearances | Spacing between conductive elements (trace-trace, trace-pad, pad-pad, etc.) | 0.127 mm (5 mils) | IPC-2221B |
| Copper-to-Board Edge | 0.25 mm (10 mils) | Manufacturer Specific | |
| Trace Widths | Minimum and maximum trace widths | Min: 0.127 mm (5 mils) | IPC-21525 (Current) |
| Via Parameters | Annular Ring (minimum) | 0.1 mm (4 mils) | IPC-2221A / IPC-6012 |
| Drill Hole Size (minimum) | Manufacturer Specific | Manufacturer Specific | |
| Component Clearances | Spacing between component footprints for assembly/rework | 0.5 mm - 1 mm | DFA Guidelines |
| Solder Mask Bridge | Minimum solder mask web between adjacent SMT pads | 0.075 mm - 0.1 mm (3-4 mils) | IPC-SM-840 |
Note: These are general values. Always refer to your specific manufacturer's capabilities and relevant IPC standards for precise figures.
Setting Up DRC Rules
Your EDA software (Altium, Cadence, Mentor, etc.) allows you to input these rules. Ideally, you obtain the specific rule set from your chosen PCB manufacturer. Many manufacturers provide these as downloadable files. If you haven't selected a manufacturer yet, you can start with general industry standards like those from IPC and then tighten them once a fabricator is chosen. Setting up DRCs correctly at the beginning of the layout process, and running them frequently, is a key part of the "shift-left" DFX strategy. It helps catch DFM issues early, when they are easiest and cheapest to fix. For instance, the IPC-2152 Standard for Determining Current-carrying Capacity in Printed Board Design helps determine appropriate trace widths based on current and acceptable temperature rise, like a 0.254 mm (10 mil) external trace in 1 oz copper carrying about 1A with a 10°C rise.
What are common DRC (Design Rule Check) errors?
Frustrated by a long list of DRC flags every time you check your board? These errors can seem endless, but understanding the common ones helps you design smarter from the start, preventing many of them.
Common DRC errors include clearance violations (traces, pads, or copper features too close), minimum trace width violations, annular ring errors (insufficient copper around via holes), acid traps (acute angles that trap etchant), and silkscreen over pads. Addressing these proactively significantly improves manufacturability.

When I review PCB designs, or work on my own, certain DRC errors tend to pop up more frequently than others. Knowing what to look for helps me anticipate and avoid them.
| DRC Error Type | Common Cause | Potential Impact if Ignored | Typical Design Rule Example |
|---|---|---|---|
| Clearance Violation | Traces, pads, or copper areas too close together. | Shorts, arcing, compromised impedance. | Min. 0.127mm (5 mils) trace-to-trace |
| Annular Ring Error | Drill hole off-center, pad too small for drill size. | Via breakout, poor via plating, open connection. | Min. 0.05mm (2 mils) external (IPC-2221A, Class 2) |
| Trace Width Violation | Trace too narrow for current or manufacturing capability. | Open circuit, overheating, signal integrity issues. | Min. 0.127mm (5 mils) for signals |
| Acid Trap | Acute angles (<90°) in copper that trap etching solution. | Over-etching, broken traces, shorts from detached copper. | Avoid angles <45° |
| Copper/Via Sliver | Very thin, isolated piece of copper or via pad. | May detach and cause shorts. | Minimum copper feature size |
| Silkscreen Over Pad | Silkscreen legend printed on a solderable pad area. | Poor solder joints, assembly issues. | Silkscreen to pad clearance >0.05mm |
| Missing Thermals | Pads connected directly to large copper planes without thermal relief. | Difficult to solder, tombstoning of SMT parts. | Apply thermal relief to plane connections |
| Unconnected Pin/Net | A component pin or net is not connected in the layout (missed in schematic). | Circuit malfunction, floating inputs. | ERC check in schematic |
Clearance Violations
This is probably the most common type of DRC error. It occurs when the spacing between conductive elements is less than the specified minimum. For example, if your rules specify a minimum of 0.127 mm (5 mils) clearance, and two traces are only 0.1 mm apart, you'll get an error. This can lead to shorts during fabrication. Copper-to-board edge clearance, often requiring 0.25 mm (10 mils) or more, prevents exposure and damage.
Annular Ring Issues
The annular ring is the ring of copper around a plated through-hole (PTH) or via. Insufficient ring, where the drill hole is off-center or the pad is too small, can lead to breakout. IPC-2221A specifies that for a Class 2 (standard) PTH with an unsupported hole, the minimum internal annular ring is 0.025 mm (1 mil) and the external ring should be at least 0.05 mm (2 mils). I always aim for values larger than the minimum.
Acid Traps and Slivers
Acid traps, acute angles in copper, can trap etching solution leading to over-etching. I make it a habit to use 45-degree corners or rounded traces. Copper slivers are thin, sometimes free-floating pieces of copper that can detach and cause shorts.
Silkscreen Problems
Silkscreen on pads interferes with soldering. Text that is too small (e.g., below 0.8 mm height with 0.15 mm line width) or too close to board edges can be illegible or cut off.
By understanding these common pitfalls, you can proactively design to avoid them.
How to conduct an effective PCB design review?
Rushing through design reviews or treating them as a mere formality? This often backfires spectacularly. A structured, thorough review is where you catch subtle errors your automated tools might miss, saving immense time and money later.
Conduct an effective PCB design review by meticulously preparing a checklist, involving a cross-functional team with diverse expertise, systematically reviewing both the schematic and layout, focusing on critical areas like power delivery and high-speed signals, and diligently documenting all findings and action items. Iterative reviews are far better than one big final review.

Over my career, especially during complex projects like the next-generation infusion pump at Smiths Medical, I've seen how a robust design review process can be the difference between success and failure. It's not just a gate; it's a collaborative improvement opportunity.
Preparation is Key
An effective review starts long before everyone sits down in a room.
- Define Scope and Objectives: Is this an initial schematic review, a pre-layout review, a final DFM review, or something else? Clarity helps focus the effort.
- Gather All Documentation: This includes the latest schematics (PDF and source), PCB layout files, the Bill of Materials (BOM), DRC reports, SI/PI simulation results, component datasheets for any new or critical parts, and any specific design guidelines or requirements documents.
- Distribute Materials in Advance: Give reviewers at least 2-3 days to study the design independently. This makes the actual meeting far more productive.
- Create a Checklist: Develop a standardized checklist tailored to the type of review. This ensures consistency and that critical items aren't overlooked. This checklist should incorporate DFX principles – questions about manufacturability, testability, reliability, and assembly.
The Review Process
The review itself should be structured and systematic.
- Schematic Review:
- Functionality: Does the circuit implement the intended functions correctly?
- Component Selection: Are components appropriate for the application (ratings, tolerance, lifecycle)? Are there second sources for critical parts?
- Connections: Check for logical errors, net name consistency, power and ground distribution, decoupling strategy.
- Signal Integrity: For high-speed signals, are termination strategies appropriate? Are reference planes clear?
- Layout Review:
- Component Placement: Consider thermal management, signal flow, accessibility for testing and rework (DFT/DFA), and mechanical constraints (e.g., connector placement, enclosure fit).
- Routing: Examine critical nets (high-speed, analog, power), return paths, layer stackup, impedance control, via usage. Are differential pairs matched?
- Power and Ground Planes: Check for integrity, adequate copper, and proper decoupling capacitor placement.
- DFM/DFA: Are manufacturer rules met (trace/space, annular rings)? Are fiducials present? Are component clearances adequate for assembly?
- BOM Review: Verify part numbers, manufacturer part numbers, descriptions, quantities, and DNI (Do Not Install) status. Check for obsolete or long-lead-time parts.
Post-Review Actions
The review doesn't end when the meeting does.
- Document Findings: Record all identified issues, concerns, and suggestions.
- Assign Action Items: Clearly assign responsibility and due dates for each item.
- Track Completion: Follow up to ensure all action items are addressed before the design moves to the next stage.
- Iterate: For complex designs, multiple smaller reviews (e.g., after schematic capture, after critical placement, before final routing) are much more effective than one monolithic review at the very end. This iterative approach is central to the "shift-left" DFX philosophy.
Who should be involved in a PCB design review?
Are your PCB reviews missing key insights because the right people aren't in the room? The composition of your review team makes all the difference. A narrow review team, perhaps just the designer and their manager, can easily overlook critical aspects.
A comprehensive PCB design review should ideally involve the primary design engineer(s), a senior hardware engineer or peer, a layout specialist, a manufacturing engineer (for DFM), a test engineer (for DFT), and potentially firmware/software engineers if there are critical hardware-software interfaces.

Getting the right eyes on a design is crucial. Different perspectives catch different problems. When I led hardware development for the infusion pump, or debugged the PACE evaluation board at Lightelligence under intense pressure, having input from various disciplines was invaluable.
Core Review Team
These individuals are almost always essential:
- Design Engineer(s): The person or people who created the schematic and guided the layout. They explain design choices, rationale, and trade-offs.
- Senior Hardware Engineer / Peer Reviewer: Someone with significant experience who can act as a sounding board, challenge assumptions, and spot issues the primary designer might have missed. This person should understand the system-level context.
- Layout Engineer/Specialist (if not the primary designer): The person who performed the physical layout. They can speak to routing strategies, DFM compromises made during layout, and specific manufacturing considerations.
Extended Team Members for DFX Insights
To truly embrace Design for Excellence (DFX), you need broader input. For instance, a manufacturing engineer will check component spacing for pick-and-place machines, ensuring clearances like 0.5 mm between small passives. A test engineer focuses on test point access, looking for pads of at least 0.8 mm (31.5 mils) diameter, often spaced 1.27 mm (50 mils) apart for standard pogo pins (referencing guidelines like those related to IPC-9252B6).
| Role | Key Focus Areas in Review |
|---|---|
| Design Engineer(s) | Design intent, functionality, component choices, core logic. |
| Senior Hardware Eng. | System-level view, architectural soundness, challenges assumptions, advanced problem spotting. |
| Layout Specialist | Routing strategy, layer stackup, impedance control, physical DFM checks. |
| Manufacturing Eng. | DFM (panelization, fab tolerances, via types), DFA (component placement, assembly flow). |
| Test Engineer | DFT (test point access, bed-of-nails, JTAG, ICT, functional test points). |
| Firmware/Software Eng. | Hardware-software interfaces, signal timing, register access, boot sequences. |
| Mechanical Eng. | Enclosure fit, connector placement, mounting holes, heat dissipation paths, physical clearances. |
| Quality/Reliability Eng. | Component stress, thermal analysis, solder joint integrity, material choices for environment. |
The Value of Diverse Perspectives
Each of these roles brings a unique viewpoint. A layout engineer might focus on routing density, while a manufacturing engineer worries about via aspect ratios. A test engineer cares about probe access, which might conflict with the layout engineer's desire for compactness. The design review is where these competing needs are discussed and balanced. Involving these experts early and often ("shift-left") ensures that manufacturability, testability, and reliability are designed in, not bolted on as an afterthought.
What are essential DFM (Design for Manufacturability) guidelines for PCBs?
Facing manufacturing rejections or low yields? Your design choices are often the root cause. Design for Manufacturability (DFM) guidelines are not optional suggestions; they are essential for ensuring smooth, cost-effective, and reliable production.
Essential DFM guidelines include strictly adhering to your chosen manufacturer's capabilities for trace widths/spacing, via sizes, and drill hole tolerances; ensuring proper component clearances for assembly; using standard and verified footprints; optimizing panelization for production efficiency; and avoiding board features that unnecessarily complicate fabrication or assembly processes.

From my experience in ground-up new product development to cost-driven platform redesigns, DFM has always been a critical factor. Ignoring it means inviting trouble. Thinking about DFM early – a core tenet of the "shift-left" DFX approach – is non-negotiable.
| DFM Aspect | Guideline Category | Key Considerations & Typical Values |
|---|---|---|
| Fabrication | Trace Width/Spacing | Adhere to manufacturer's standard (e.g., 0.127mm/5mils) vs. premium. Confirm specific values. |
| Via Types & Sizes | Standard PTHs most cost-effective. Annular ring min. ~0.1mm/4mils (IPC-2221A). | |
| Drill-to-Copper | Min. ~0.2mm/8mils clearance. | |
| Solder Mask | Proper registration & expansion (e.g., 0.05mm/2mils beyond pad). Min. solder mask dam ~0.075mm/3mils. | |
| Board Outline/Tooling | Clearly define outline, standard radii (e.g., 1.57mm/0.062in for corners). | |
| Assembly (DFA) | Component Orientation | Uniform orientation for similar/polarized parts. |
| Component Spacing | Min. 0.5mm-1mm between small passives for pick-and-place. | |
| Fiducial Marks | 2-3 per board/panel, 1-2mm diameter, 3-5mm clearance around. | |
| Component Placement | Avoid components too close to edge (e.g., 3mm clearance). Keep tall components away from edges. | |
| Footprints | Use IPC-7351 or manufacturer-verified footprints. | |
| Test (DFT) | Test Point Size | Min. 0.8mm (31.5 mils) diameter for test pads (IPC-9252B related guidelines). |
| Test Point Distribution | Spacing suitable for probes (e.g., 1.27mm/50mils or 2.54mm/100mils grid). Accessibility. |
Fabrication DFM
These guidelines relate directly to the bare board manufacturing process. Always design to your manufacturer's standard capabilities first (e.g., often 0.127mm / 5 mils trace/space). Pushing to their premium capabilities (e.g., 0.075mm / 3 mils) will increase cost. Ensure your via pad and hole sizes result in a sufficient annular ring (e.g., minimum 0.1mm / 4 mils for many processes, though IPC-2221A gives detailed specs).
Assembly DFM (Often called Design for Assembly - DFA7)
These guidelines focus on making the board easy to populate. Orient similar components in the same direction. Maintain adequate spacing between components (e.g., 0.5mm to 1mm for small passives). Include at least 2-3 fiducial marks per board, typically 1-2 mm (40-80 mils) diameter copper pads with a clearance of 3-5 mm around them.
Test DFM (Often part of Design for Testability - DFT)
Consider how the board will be tested. If using bed-of-nails testing, ensure test points are adequately sized (e.g., minimum 0.8mm / 31.5 mils diameter) and spaced (e.g., standard 2.54mm / 100 mils grid, or 1.27mm / 50 mils for fine-pitch). IPC-9252B (Guidelines for Electrical Testing of Unpopulated Printed Boards) offers guidance.
By consistently applying these DFM guidelines, you can significantly improve yield, reduce costs, and shorten your time to market.
How to check PCB copper pour and plane integrity?
Experiencing unexpected noise, EMI problems, or power delivery issues? Your copper pours and planes might be compromised. Ensuring their integrity is absolutely vital for stable and reliable PCB performance.
Check PCB copper pour and plane integrity by visually and electrically verifying continuous low-impedance paths for power and ground, ensuring adequate thermal reliefs for through-hole components (balancing solderability with current capacity), meticulously checking for and removing isolated copper islands ("dead copper"), and carefully analyzing current return paths for critical high-speed signals.

Copper pours and planes are fundamental to modern PCB design, especially for managing power distribution and signal integrity. As a hardware engineer, I've learned that you can't just "pour copper" and assume it's good. You need to inspect it carefully.
Ground Plane Integrity
A solid, continuous ground plane is often the goal.
- Continuity: Visually inspect for excessive fragmentation. Avoid routing unrelated signals across splits.
- Return Paths: For high-speed signals, ensure the return current path directly underneath the signal trace on the reference plane is unbroken.
- Stitching Vias: Use plenty of stitching vias (e.g., spaced every 2.5mm to 10mm for general grounding, or much closer like lambda/20 to lambda/8 for high-frequency signals) to connect ground areas on different layers.
Power Plane Considerations
Power planes or wide copper pours distribute power with low inductance and resistance.
- Current Capacity: Ensure width is sufficient for the current (refer to IPC-2152). A 10mm wide, 1oz copper plane carries much more current than a thin trace.
- Decoupling: Verify decoupling capacitors are close to IC power pins, with direct connections to power/ground planes.
- Power Integrity (PI) Simulation: Use PI simulations to identify IR drop, high current density, and plane impedance issues. This was critical for medical devices.
Thermal Reliefs
For pads connected to large copper planes, thermal reliefs aid soldering.
- Design: A typical 4-spoke thermal relief might have spoke widths of 0.25mm (10 mils) to 0.5mm (20 mils). For high-current, direct connections or wider spokes are needed. This is a critical trade-off.
Avoiding Dead Copper and Ensuring Pour Connectivity
- Dead Copper: Remove isolated copper islands as they can act as antennas. Most EDA tools automate this.
- Pour Connectivity: Ensure pours are connected to the intended net.
Regularly inspecting your copper areas, both visually and with connectivity checks, is crucial.
What documentation should accompany a PCB design release?
Confusing your manufacturer or assembly house with an incomplete or ambiguous set of files? Missing or poorly prepared documentation is a sure recipe for errors, delays, and increased costs. A complete and clear documentation package is essential for smooth production.
Key documentation accompanying a PCB design release must include Gerber files (RS-274X or preferably X2 format), Excellon drill files (for plated and non-plated holes), a detailed Bill of Materials (BOM), comprehensive fabrication drawings, clear assembly drawings, pick-and-place data (centroid file), and any specific test or inspection instructions.

As someone who has managed products through their full lifecycle, from design to global deployment like the Honeywell Tuxedo Keypad, I can't stress enough the importance of a meticulous documentation package. It’s your primary communication tool with your manufacturing partners.
| Document Category | File/Document Type | Key Information Included |
|---|---|---|
| Fabrication Data | Gerber Files (RS-274X / X2) | Copper layers (Top, Bottom, Inner...), Solder Mask (Top/Bot), Silkscreen (Top/Bot), Paste Mask (Top/Bot), Mechanical/Outline. |
| Excellon/NC Drill Files | Location, size, and type (PTH/NPTH) of all drill holes. | |
| Fabrication Drawing | Board outline & tolerances, detailed layer stack-up (materials, thicknesses, copper weights), impedance control requirements (e.g., 50Ω ±10%), surface finish, special instructions. | |
| Assembly Data | Bill of Materials (BOM)8 | Reference designators, quantity, Manufacturer Part Number (MPN), manufacturer, description, package, assembly notes (DNI), alternates. |
| Assembly Drawing(s) | Component locations, orientations, polarity markings, reference designators. | |
| Pick-and-Place (Centroid) | X-Y coordinates and rotation for the centroid of each SMT component. | |
| Supporting Docs | Schematic Diagram (PDF) | For reference during assembly, troubleshooting, or testing. |
| Test Procedures | Specific test instructions if required at assembly stage (functional, ICT, etc.). | |
| Version History / Readme | Revision of design files, specific notes for the manufacturer. |
Fabrication Data
This package tells the PCB fabricator how to build the bare board. Gerber X2 is preferred over RS-274X as it includes more metadata. Alternatives like IPC-2581 (ODB++) can also be used. The fabrication drawing must clearly state layer stack-up, materials (e.g., FR-4), copper weights (e.g., 1 oz), controlled impedance details (e.g., 50 ohm single-ended, 90/100 ohm differential, with +/- 10% tolerance), and surface finish.
Assembly Data
This tells the assembly house how to populate the board. The Bill of Materials (BOM) is critical, listing part numbers, manufacturers, quantities, and reference designators. Assembly drawings must clearly show component locations and orientations. The Pick-and-Place (Centroid) file is used directly by automated assembly machines.
Supporting Documents
Schematics (PDF), test procedures, and version history provide essential context.
A well-organized and complete documentation package minimizes ambiguity and ensures your design intent is clearly communicated, forming a crucial part of DFM and DFA.
How to implement version control for PCB designs?
Losing track of PCB revisions and wondering which set of Gerbers is the "final final" one? Design changes can quickly become chaotic without a system. Proper version control brings order, traceability, and peace of mind to your projects.
Implement version control for PCB designs by using dedicated Version Control Systems (VCS) like Git or Subversion (SVN). Commit all relevant design files (schematics, layout, libraries, manufacturing outputs) with clear, descriptive messages for each change. Utilize branching for experimental features or major revisions, and use tags to mark specific releases like prototypes or production versions.

In all my engineering roles, from aerospace to medical devices, maintaining control over design iterations has been paramount. When I was debugging and validating the PACE photonic computing chip evaluation board at Lightelligence, knowing precisely which version of the design files corresponded to the hardware in my hands was critical, especially under extremely tight deadlines.
Choosing a Version Control System (VCS)
- Git: Popular distributed VCS (GitHub, GitLab). Powerful but steeper learning curve for binary files.
- Subversion (SVN): Centralized VCS, often simpler for binary files.
- EDA Tool-Integrated VCS: Some EDA platforms (Altium 365, Cadence Allegro EDM) offer built-in version control.
Best Practices for PCB Version Control
Regardless of the system, consistent practices are key:
- Commit All Relevant Files: Schematics, PCB layout, libraries, project files, generated manufacturing outputs (Gerbers, BOM, etc. for each release), and key design documents.
- Commit Frequently & Clear Messages: Commit small, logical changes. Explain what changed and why.
- Consistent Naming for Revisions: E.g.,
ProjectName_RevA_YYYYMMDD,ProjectName_V1.0. - Tag Releases: Mark milestones like
Prototype_RevA,Production_Release_V2.0. - Use Branches Wisely: For experiments, variants, or bug fixing on released versions.
- Document Changes: Maintain a changelog summarizing key differences between tagged releases.
| VCS Feature/Practice | Benefit in PCB Design Workflow | Example |
|---|---|---|
| Commit All Files | Complete project history, reproducibility. | Schematics, Layout, Libraries, Gerbers, BOM. |
| Frequent Commits | Granular tracking of changes, easier pinpointing of issues. | "Fixed routing for U5 power pin." |
| Descriptive Messages | Understanding the 'why' behind changes months later. | "Increased C5 to 10uF to improve LDO stability." |
| Tagging Releases | Easy retrieval of exact files for a specific hardware build. | v1.0-Prototype, v2.1-Production |
| Branching | Safe exploration of major changes or variants. | feature-new-connector, cost-reduction-revB |
| Changelog | Clear summary of modifications between official versions. | Document listing updates for Rev B vs Rev A. |
Benefits of Version Control
- Traceability: See who changed what, when, and why.
- Revertibility: Easily roll back to a previous working version if a change introduces problems.
- Collaboration: Enables multiple engineers to work (with careful coordination for binary PCB files).
- Disaster Recovery: Protects against data loss.
While PCB design files are often binary, making text-based diffing difficult, the organizational benefits of a VCS are immense. This systematic approach is fundamental to managing complex DFX considerations.
Conclusion
Ultimately, ensuring a PCB design is ready for release isn't about one final, exhaustive checklist. It's about embracing a "shift-left" DFX approach – integrating checks, simulations, and reviews throughout the entire design lifecycle. This proactive strategy minimizes risks and leads to robust, manufacturable, and reliable PCBs.
-
Exploring ERC will help you identify logical errors in your schematic, enhancing the reliability of your designs. ↩
-
Learning about IPC-7351B standards can significantly improve your footprint accuracy and solderability in PCB designs. ↩
-
Understanding DRC is crucial for ensuring your PCB design meets manufacturing standards, preventing costly errors. ↩
-
Learning about DFM can help you optimize your design for manufacturability, reducing production issues and costs. ↩
-
Exploring IPC-2152 will provide insights into trace width calculations, essential for reliable PCB performance. ↩
-
Exploring IPC-9252B guidelines can provide valuable insights into best practices for PCB design and manufacturing. ↩
-
Understanding DFA can enhance your product's manufacturability and reduce assembly costs, making it essential for efficient design. ↩
-
Understanding the BOM is crucial for effective product assembly and inventory management. Explore this link to learn more about its significance. ↩